18754115218

18754115218
山东总创机械科技有限公司
手 机:18754115218
邮 箱:qlzcjx@163.com
网 址:www.qlzcjx.com
地 址:山东省济南市市中区二环南路11111号
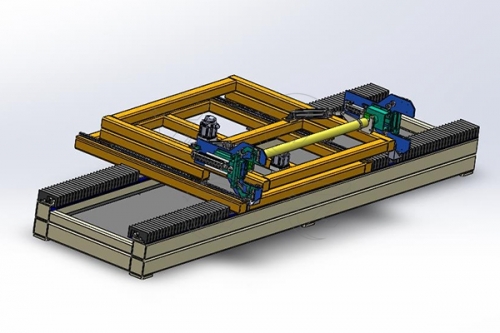
自动流水线输送带指的是由一些消费流水线设备衔接起来的连续消费线,流水线输送带也叫装配流水线或消费线。许多厂商都采用这种自动化设备来提升生产效率。不同行业的流水线输送带配置都不一样,那么自动流水线输送带有哪些功用和特性呢?
一、自动流水线输送带工艺的装配力
流水线输送带作业中需求预算装配工作头对装配件施加的作用力,以输证配合件正确联接。
间隙配合的流水线输送带装配力影响要素有:配合件装配前的相对位置精度、配合件外表的倒棱等边缘状态、外表粗糙等、装配工艺系统的刚度、联接外表的间隙及配合件间的摩擦因数等。计算时依据详细系统环节处置。
当配合件轴线平行时,最大流水线输送带装配力发作在配合件开端接触阶段,在倒棱处接触,此时影响流水线输送带装配力的主要要素为:流水线输送带装配件的质量,装配件分别与工作头和相配合件的摩擦因数、倒棱的角度值及装配系统在垂直于轴线方向的柔顺度等。预算时能够疏忽流水线输送带柔顺度,按普通的静力学规律计算工作头对装配件法向的夹紧力和轴向的推进力。
当配合件轴线倾斜时,轴向装配推进力将偏心肠作用装配件。在开端阶段,配合偶件在到另处以一点相接触,随着装配件向其配合件深化,将发作两点接触。必要时应就一点和两点接触分别计算流水线输送带装配力,取其中较大值。
二、自动流水线输送带带防错功用
辨认是指经过两种以上产品的流水线输送带,对进入流水线输送带的产品停止辨认机型,并给流水线输送带带有智能功用的料架发出指令,料架自动切换信号,显现应取的零件,同时对有调整环节的设备发出指令。自动调整的设备,按指令自动切换到相应部位与程序;手工调整的部位,指示操作者停止调整;有人机界面的工作站,按指令切换到相应显现和信号。
不配有MOBY的流水线输送带,通常能够采用机电式辨认,即选择不同机型,外型有差别之处,用机械探测,用电信号发到各工作站。对外型无法区别的,通常可在流水线输送带托盘上装带有数个伸缩销的安装,改换产品时,人工设定哪个伸缩销伸出,代表某个机型,流水线输送带各工作站上的感应开关能够对伸出的销头停止辨认,从而能够判别是何种机型。

防错,主要避免流水线输送带装入零件从料架上取错,以及避免从总成上拆下的零件放错和重新装入时装错。带有防错功用的所谓智能料架的防错方式有很多种,费用差别也很大,流水线输送带真正实践采用的方式根本采用指示灯和光电方式。指示灯依据辨认安装的指令显现应取的零件和数量,光电开关避免漏取。
拆下再装入的零件都是逐个对应的,不能装错,流水线输送带普通采用专用机械手,即松开螺栓后再一同抓起放在原来部位,也可采用夹具一同将瓦盖抓起,装入凸轮轴后再放回原位。
三、自动流水线输送带精度误差源
在装配过程中,流水线输送带的装配精度是十分重要的要素之一,理解流水线输送带装配联接时的位置精度的误差源,有助于进步流水线输送带的装配精度。
1、流水线输送带传送安装的定位误差。由于流水线输送带传送安装中的分度机构等环节的误差产生。原机械部行业规范草案规则分度凸轮机构的分度精度分为三级。即超精级±10″,精细级±15″,普通级±30″传送安装的定位误差对圆分度式流水线输送带系统将形成随工作台半径变化,沿切向的位置误差,对直线分度式装配系统则形成沿直线方向的位置误差。
2、随行夹具与流水线输送带工作头号的调整误差,其数值与调整过程中工人的纯熟水平及所用工具的精度有关,经认真调整能够到达的精度普通为0.01~0.03mm。
3、流水线输送带工作头与挪动导轨间的间隙,工作时由于装配时的反作用力使装配工作头产生对装配中心轴的径向偏离和倾斜。
4、装配件的装夹定位基准与配合外表不重合误差。
5、夹具装置外表与装配件装夹外表的间隙误差,装配中有时能够应用间隙补偿定位误差,假如联接零件接触部位有倒棱,则此间隙可能有利于装配件自动联接。
6、倾斜误差,是装配件在夹具或流水线输送带工作头中的倾斜误差,或装配件配合外表相对定位外表倾斜而惹起的误差。

我们始终站在使用者的角度,秉承“适当设计”的理念不断追求人与设
备及设备自身功能性、安装性、美观性的高度复合与统一;我们反对机
械设备的过度包装与设计,持续提供富有创意而切实可行的设计服务。
山东总创机械科技有限公司
手 机:18754115218
邮 箱:qlzcjx@163.com
网 址:www.qlzcjx.com
地 址:山东省济南市市中区二环南路11111号
鲁ICP备18027735号-1 技术支持:赢搜科技

 在线咨询
在线咨询